新闻

In the world of industrial machine vision, when a product being inspected presents particular characteristics, reflective surfaces, transparent materials, harsh environments, or variable working distances, it becomes necessary to rely on technologies specifically designed to overcome the limitations of conventional solutions.
This article analyzes four types of industrial cameras that Opto Engineering integrates into its solutions:
ITALA G.SWIR cameras (Short-Wave Infrared) for inspecting through materials opaque to visible light;
ITALA G polarized cameras for eliminating reflections and improving contrast on glossy surfaces;
ITALA G.IP-rated cameras for demanding industrial environments requiring robust network connectivity;
ITALA G.EL cameras with liquid lens control for dynamic focus adjustment with no moving mechanical parts.
For each technology, we present the typical applications, operational advantages, and selection criteria to help identify the most suitable solution for your production process.
Advanced industrial machine vision goes far beyond a generic camera and a standard lens. In modern manufacturing, inspection challenges are multiplying: parts with highly reflective surfaces, food ingredients to be detected through packaging, assembly lines exposed to liquids and dust, or systems where the same installation must inspect components at different working distances within milliseconds. In each of these scenarios, selecting the right machine vision camera is critical to the performance and reliability of the entire system.
The solutions described are part of the ITALA® offering, designed and manufactured entirely in Italy by Opto Engineering, which for over 20 years has been a reference point in the field of machine vision.
In this article, we will answer the following questions:
What are SWIR cameras and in what industrial applications are they used?
How do polarized cameras work and why are they useful for inspecting reflective surfaces?
When is an IP67-rated camera necessary for machine vision in harsh environments?
What are liquid lenses and what advantages do cameras with integrated liquid lens control offer?
How do you choose the most suitable camera type for your quality control process?
What are SWIR cameras and what industrial applications are they used for?
SWIR (Short-Wave Infrared) cameras operate in a spectral range spanning approximately 400 to 1700 nm, well beyond the limits of the visible spectrum (380–700 nm). The ability to detect wavelengths in the shortwave infrared opens up inspection scenarios that conventional cameras simply cannot address.
The underlying physical principle is straightforward yet powerful: materials that appear opaque to visible light become partially or fully transparent in the SWIR spectrum. Two key examples immediately clarify the potential of this technology.
- Silicon, a fundamental component of semiconductor wafers, is opaque in the visible range but transparent to SWIR light. This makes it possible to inspect the internal structure of a chip or verify the correct placement of components without disassembling the assembly.
- Water, on the other hand, strongly absorbs light at a wavelength of 1450 nm, making SWIR cameras ideal for detecting moisture, wet areas, or water content within packaged food products.
The ITALA G.SWIR series by Opto Engineering is a series of GigE Vision PoE industrial cameras capable of simultaneously detecting both visible and SWIR light across the 400–1700 nm range. At the heart of these cameras is Sony's SensSWIR™ technology, paired with a robust design featuring an aluminum body and steel lens mount, shock and vibration certification, and a wide operating temperature range. The cameras are designed and manufactured in Italy, ensuring full compliance with GigE Vision and GenICam standards for seamless integration with vision software.
The main application areas for industrial SWIR cameras include:
Semiconductor inspection: silicon wafer verification, internal defect detection, precision component positioning
Food & beverage quality control: moisture and water content detection in packaged products, foreign body identification
Polymeric material inspection: certain polymers become transparent in the SWIR range, enabling non-destructive internal inspection

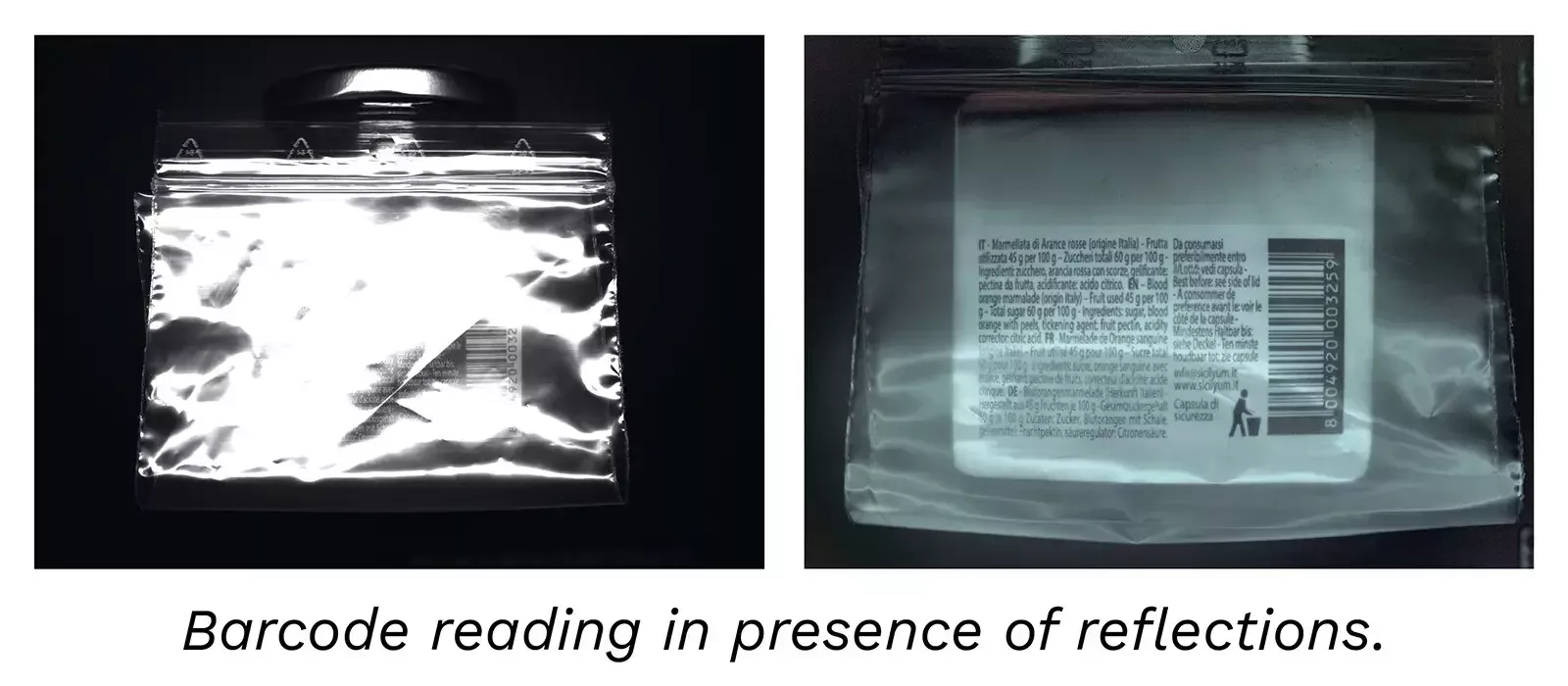
How do polarized cameras work and why are they useful for inspecting reflective surfaces?
When light strikes a highly reflective surface, glass, glossy plastic, machined metal, specular reflections saturate the sensor pixels, making it impossible to detect underlying defects, text, or surface features. Traditional polarizing filters placed in front of the lens reduce reflections, but with two key limitations: they must be manually oriented and capture only one polarization direction per acquisition.
Cameras with polarized sensors overcome both of these limitations. The ITALA G series integrates 5 MP and 12 MP Sony Polarsens™ sensors, featuring a multi-directional polarizer that captures, in a single exposure, polarization information for every pixel in the image at angles of 0°, 45°, 90°, and 135°. Compared to physical filters, Polarsens™ sensors capture the polarization state of light in a single acquisition across the entire image, eliminating artifacts caused by subject motion or illumination variation between successive shots.
The operational impact is significant: on transparent surfaces such as glass, or on plastic and metal parts, the system is able to filter out unwanted light waves and capture only the features relevant to the inspection. Opto Engineering's OEVIS® software includes dedicated algorithms for polarized image analysis, including AoLP/DoLP mapping in color space and polarization state simulation, with false-color output to make polarization data immediately readable by both the operator and the system.
Typical applications for polarized cameras in inspection include detecting residual stress in transparent plastic materials, verifying glass surfaces, inspecting polished metal components, and performing quality control on painted finishes in the automotive sector.
When is an IP67-rated camera necessary for machine vision in harsh environments?
In many production processes, the industrial camera does not operate in a controlled environment. Machining lines with water exposure, oil pipelines, ceramic production facilities, food processing departments with frequent washdowns, in all these settings, a standard camera, even a high-performance one, would not be able to guarantee long-term operational continuity.
The ITALA G.IP series was specifically designed to meet this requirement. These are area scan GigE Vision cameras with an IP67 protection rating, ensuring complete resistance to dust and liquid ingress. The 8-pin M12 X-coded Ethernet connector is also IP67-rated, unlike the standard RJ45 connectors used on conventional cameras. The system is completed by IPT series sealing tubes and compatible IP67-rated cables (Ethernet and GPIO connectors), creating an entirely robust and resistant connection chain from end to end.
The ITALA G.IP series retains all the advanced features of the ITALA platform: compliance with GigE Vision and GenICam standards, PoE power delivery over a single cable, certified shock and vibration resistance, wide operating temperature range, and a 5-year warranty. Compared to competing solutions, the vertical integration with design, manufacturing, and technical support all managed by Opto Engineering in Italy, guarantees direct manufacturer support, qualified application assistance, and ongoing technical dialogue throughout every stage of the project.
The sectors where IP-rated machine vision cameras are most commonly deployed include:
Automotive industry: surface inspection in environments with lubricants and coolants
Food industry: quality control on lines subject to washdown procedures
Ceramic tile production: dusty environments with high humidity

What are liquid lenses and what advantages do cameras with integrated liquid lens control offer?
In applications where the working distance between the camera and the object changes frequently, because parts vary in height, or because the same system handles multiple product formats, the vision system must continuously adjust focus. Traditional mechanical solutions (motors, linear actuators) introduce wear, latency, and added complexity. Liquid lenses offer an effective alternative: by varying the electrical signal applied to a liquid-based optical element, the focal length can be changed instantaneously with no moving mechanical parts.
The ITALA G.EL series cameras integrate a liquid lens driver directly inside the camera body, eliminating the need for a dedicated external controller and its additional cabling. In a traditional liquid lens system, three separate connections are typically required: one between the camera and the PC, one between the liquid lens and the controller, and one between the controller and the PC. With the ITALA G.EL, the architecture is simplified: a single connection between the PC and the camera is sufficient, while a short dedicated cable directly connects the liquid lens to the camera. This integration reduces wiring complexity, simplifies installation, and minimizes potential failure points.
An optional cable is also available to access the camera's digital I/Os and external power supply, offering full flexibility for integration into industrial automation systems.
The integrated sensors are high-quality Sony Pregius™ and Pregius S™ CMOS sensors, from the 2nd generation with 3.45 or 5.86 µm pixels to the 4th generation with 2.74 µm pixels. ITALA G.EL cameras are compatible with dedicated optics from the same Opto Engineering line, including:
- EL5MP and EL12MP series liquid lens objectives, 12 MP fixed focal length lenses for sensors up to 1.1"
- TCEL series telecentric optics, which combine the properties of telecentric optics with the flexibility of variable focus
- PCHIL-EL models from PCHIL series, large aperture hole inspection lenses for 360° inside view for sensors up to 1.1"
The most significant applications for this technology include high-speed inspection of pharmaceutical vial caps with variable heights, fill-level inspection of bottles, inspection of pad-printed plastic caps, and multi-format systems where product changeover must occur without manual intervention.

How do you choose the most suitable camera technology for your quality control process?
Selecting the right quality control camera requires a combined analysis of the physical characteristics of the object being inspected, the environmental conditions of the production line, and the throughput requirements of the system.
If the product is made of materials opaque to visible light but transparent in the infrared spectrum (silicon, certain polymers), or if moisture or water content must be detected through packaging, an industrial SWIR camera is the most appropriate choice. If the primary challenge is specular reflections on glossy surfaces that prevent the correct visualization of defects or text, a polarized camera with a Sony Polarsens™ sensor allows complete polarization information to be captured in a single shot, with no need for mechanical filters.
When the production line involves liquids, dust, or chemical agents that could compromise the long-term reliability of the hardware, the IP67-rated ITALA G.IP series is the most structurally robust solution. Finally, if the system must inspect parts at variable working distances or manage frequent format changes without manual intervention, the ITALA G.EL series cameras with integrated liquid lens control reduce mechanical complexity and accelerate changeover times.
In many real-world scenarios, requirements overlap. As the designer and manufacturer of all vision components, Opto Engineering is able to support engineers in defining the optimal architecture - combining the right camera with the correct optics (telecentric, fixed focal length, liquid lens, or SWIR), the illuminator, and the most efficient image processing software for the specific application. Discover all the available ITALA cameras here.
High-performance industrial vision as an enabler of advanced quality control
Machine vision camera technologies - SWIR, polarized, IP-rated and with liquid lens-control - are not niche market segments, but engineered solutions to concrete inspection problems that generic solutions simply cannot solve. The ability to see beyond the visible spectrum, eliminate reflections at the sensor level, withstand the harshest environments, and adapt focus in real time are increasingly common requirements in highly automated production lines.
Opto Engineering's ITALA® cameras, entirely designed and manufactured in Italy, offer a coherent response to these requirements through a family of industrial cameras that share the same hardware and software architecture - GigE Vision and GenICam compliance, PoE, and a unified SDK - enabling scalable, maintainable solutions over time. Direct manufacturer technical support and a 5-year warranty round out an offering genuinely oriented toward real-world industrial performance.